Welding of Stainless Steels
 Scope
Scope
This document reviews the characteristics of each category and presents the general rules for fabrication of these alloys. Additional specific rules for each grade are shown in the relevant Alloy Weld Data sheets or in the references available in later sections or with consumable manufacturer’s instructions. Additional information on welding high alloy material can also be found here.
Introduction
Stainless steels are principally used for their enhanced properties, such as corrosion resistance, high temperature oxidation resistance, strength or cryogenic properties. Hence it is important that when fabricated, adequate properties are achieved within the weld zone for the particular application.
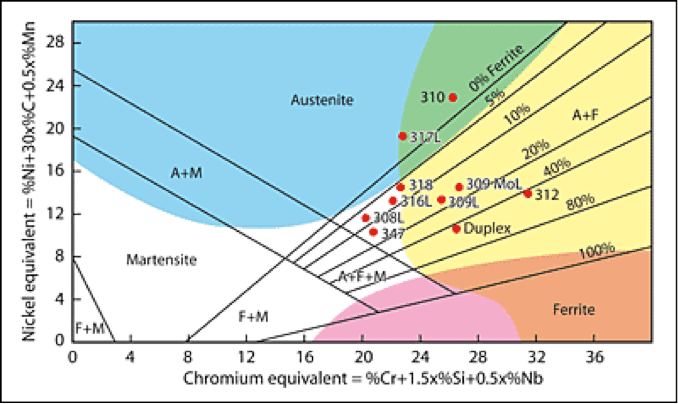
There are numerous stainless steels commercially available and these can be categorised according to their microstructure. The steels can be grouped into the following categories; Austenitic, Ferritic, Martensitic, Precipitation Hardening and Duplex (Austenitic – Ferritic) stainless steels. The Schaeffler diagram modified by DeLong below can be used to predict the expected microstructure for each composition of stainless steel.
Each category has a different microstructure and different properties and consequently the categories do not behave in the same way and each requires different rules for welding. Within a category there are a number of different grades and these generally increase in alloy content to further improve the properties. However as the alloy content increases the alloy will require greater control in fabrication.
The Ferritic, Martensitic and the Precipitation hardening grades are more difficult to fabricate and need more care and knowledge in order to obtain matching properties in the weld metal with the base material. Austenitic and Duplex alloys are readily weldable but again the higher the alloy content then the greater is the control required in welding.
One way of ranking stainless steels is by the PRENW equation, this an empirical relationship based on those elements important in corrosion resistance. The more highly alloyed steels generally have better corrosion resistance and a higher PRENW.
The PRENW equation most utilised is: PRENW = Cr% + 3.3Mo% + 1.65W% + 16N%.
It is important that all stainless steels are fabricated in an area separate from any carbon steel fabrication to prevent contamination. Tools must be strictly used on stainless steel only to prevent cross contamination. Contamination of any stainless steel grade with Carbon steel will reduce corrosion properties and will cause extensive problems with lower alloy stainless steels.
Base materials should be clean, free of any oxide, grease, oils etc. and preferably should be welded in the solution annealed condition.
Austenitic Stainless Steels
Standard Austenitic stainless steels are non-hardenable by heat treatment and do not undergo any phase change on cooling, consequently they are readily weldable and do not require any pre-heat or post weld heat treatment. The higher alloy austenitic grades with PREN values of 35 or more do however require more care and lower heat input welding is beneficial.
Austenitic stainless steels are prone to solidification cracking and some grades contain up to 5% ferrite in the weld as deposited which does help to mitigate this. Some grades such as the 310 stainless steels cannot tolerate any ferrite and in its absence, lower heat input with smaller narrower stringer beads can be used to good effect. Hot cracking can be associated with low melting point films of sulphur and phosphorus compounds and consequently low sulphur and phosphorus steels are also beneficial.
Austenitic stainless steels do exhibit high thermal expansion and with their low thermal conductivity giving a narrow HAZ, the combination can lead to large contractions over a small local area and high levels of distortion.
Austenitic stainless steels can be welded using all the welding processes and matching consumables are readily available. The more highly alloyed Super Austenitic grades are usually welded with 625 Nickel alloy filler. Extensive information is available from base steel and weld consumable manufacturer’s instructions for choice of consumable and parameters to be used.
 Ferritic and Martensitic Stainless Steels
Ferritic and Martensitic Stainless Steels
Ferritic stainless steels suffer mainly from poor HAZ toughness and grain growth. Welding in thicker section material can lead to excessive grain coarsening in the HAZ and lead to cracking in highly restrained joints. Thinner sections <6mm do not require any special requirements but thicker sections will benefit from preheat and low heat inputs.
Martensitic stainless steels are similar to the above but additionally are hydrogen sensitive and the use of good practice for the avoidance of hydrogen cracking is essential. This means using a low hydrogen process such as MIG or TIG is preferred. If a flux coated process is used then ensure consumables are dried in accordance with manufacturer’s instructions. Preheat and post weld heat treatment can be beneficial. Thinner sections, <3mm do not require any special precautions other than Hydrogen control. Thicker sections again benefit from low heat inputs, preheat and post weld heat treatment.
Precipitation Hardenable Stainless Steels
Precipitation hardenable steels can be of the type martensitic or austenitic or a combination of both structures. They are best welded in the solution annealed or over aged condition, and require post weld heat treatments to achieve the requisite strength. It is sometimes extremely difficult to achieve a matching strength in the weld metal for some grades.
Martensitic grades do benefit from a modest preheat of 100°C in thicker sections to reduce the risk of cracking especially with highly restrained joints. A 200°C Interpass is recommended to prevent a fully martensitic transformation of the weld metal in precipitation hardening steels.
As Aluminium and Titanium are present as important alloying elements, the flux shielded processes are not recommended due to the difficulty in transferring these elements across the arc. Gas shielded processes are recommended for these grades.
The metallurgy of these steels is complex and specific data sheets for each alloy should be reviewed for individual recommendations.
Duplex Stainless Steels
Duplex steels are readily weldable and should be fabricated in the solution annealed condition. Matching properties are easily achieved in the weld zone if correct procedures are used. All welding processes can be used but if high levels of toughness or low design temperatures are required the gas shielded processes are best. There are two filler metal compositions available, a matching composition grade when the weld is to be heat treated or the alternative filler with a higher Nickel content for as welded fabrication where no post weld heat treatment is possible. The higher Nickel is present to promote the formation of austenite during the fast cooling associated with weldments in order to achieve the optimum phase balance of 50/50 austenite ferrite. Modern duplex and Super Duplex steels with higher levels of nitrogen that aid the reformation of austenite in the HAZ are extremely beneficial.
The main concern with welding of these steels is the formation of deleterious phases with slow cooling of the weld and HAZ. Preheat is not normally required and controlled heat inputs are needed and interpass temperatures between 80°C and 150° are recommended. The lower temperatures are beneficial with thinner sections and higher alloy grades.
One issue with welding duplex grades is the loss of nitrogen from the weld metal into the back purge. This is when low levels of oxygen are achieved with very efficient purges. As air is Oxygen and Nitrogen in the ratio 1:4 then low levels of oxygen also mean low levels of nitrogen in the back purge. This can lead to the loss of nitrogen from the weld root due to the low partial pressure of nitrogen in the purge. Extensive losses can occur with highly efficient purges in small pipe that will affect corrosion performance markedly. This can be remedied quite simply by the use of argon nitrogen gas mixes which are readily available from welding gas suppliers.
The more highly alloyed Super Duplex grade is more sensitive than the duplex grades, with higher nitrogen losses as the nitrogen level has a higher starting level and consequently the partial pressure difference is greater.
The higher alloy content of Super Duplex also means the kinetics of sigma formation is faster therefore again greater heat input control is required.
Dissimilar Welding
Where stainless steels grades have to be welded to other stainless steel grades or to carbon steels, choice of filler is important. A consumable selection guide is available in the relevant section.
Summary
This guide is intended to aid in establishing correct welding techniques to be used with the stainless steel grades that NeoNickel can supply. It is difficult to cover all aspects of welding and every process and every grade and so if any specific question is not covered here then please submit an enquiry to NeoNickel technical department and further information will be supplied on request where possible.
References
Rolled Alloys: Al-6XN Alloy Fabrication.
Rolled Alloys: Welding Guidelines ZERON 100 Super Duplex Stainless Steel 2009.
NIDI: Welding of Stainless steels and other Joining Methods. Publication 9002.
TWI: Job Knowledge – Weldability of Materials
TWI: Job Knowledge – Welding of Austenitic Stainless Steels Part 1 & 2
TWI: Job Knowledge – Welding of Ferritic Martensitic SS
TWI: Job Knowledge – Welding of Precipitation Hardening Stainless Steels
TWI: Job Knowledge – Welding of Duplex Stainless Steels Part 1 & 2.
IMOA: Practical Guidelines for the fabrication of Duplex Stainless Steels.
